CALL US AT
HMS Metal Corporation is a Leader in the production and Supply of Anodes used in copper, zinc and nickel refining. Our electrowinning anodes integrate years of experience, research and development.
With fully Integrated & 100% in-house production facility we are able to Internally controlled workmanship for alloying, rolling blade, head bar tinning and casting, welding, cutting & packaging.Although anodes are manufactured to client’s designs, with each stage of manufacture using the best quality raw materials and controlled by a strict quality process system, anodes are produced efficiently and consistently within estimated time.


Anodes made of lead alloys are used in the electrowinning and plating of metals such as manganese, copper, nickel, and zinc.
Rolled lead-calcium-tin and lead antimony alloys are the preferred anode materials in these applications, because of their high resistance to corrosion in the sulfuric acid used in electrolytic solutions. Lead anodes also have high resistance to corrosion by seawater, making them economical to use in systems for the cathodic protection of ships and offshore rigs.
Rolled lead anodes have become the industry benchmark with the benefits of fine grain structure, less segregation and elimination of cracks and voids resulting in more uniform corrosion of the anode.
PRODUCT ATTRIBUTES



Packing
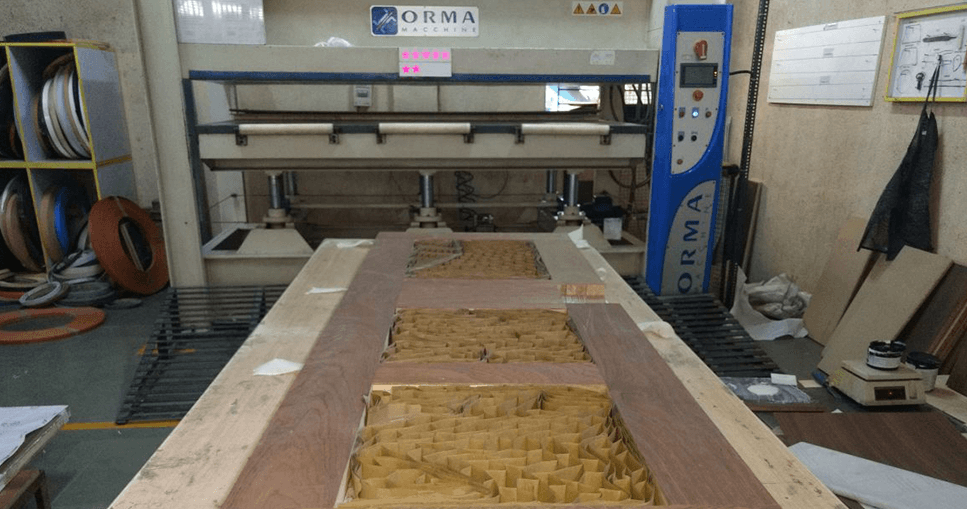
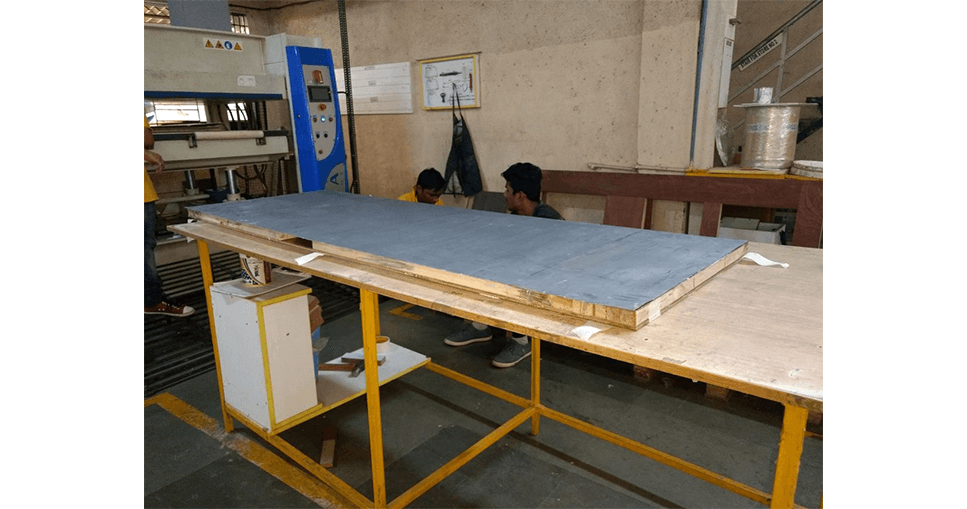
The finished anodes are packed together in wooden pallets with thick thermocol in between each Anode to prevent the individual anodes from bending.

Do's & Don'ts
Remember, proper care of anodes will pay off in longer life. Try these suggestions with new Republic anodes.
- Do not leave new anode in chromium solution when tank is idle. Instead, remove them and place them in clean water after use until a uniform brown film of lead peroxide is formed on the surface.
- Do not confuse this dark brown lead peroxide coating with lead chromate. Lead chromate (PbCrO4) is yellow in color and acts as an insulation. This should be removed in order to restore the anode to the most efficient service level.
- We recommend that approximately two inches of lead anode be above the solution level at all times.
- We do not recommend mixing old and new anodes together. Adding new anodes intermittently in order to obtain amperage needed could result in new anodes scaling up very rapidly. If it is not practical to replace all anodes at one time, we suggest extreme care be given to the new anodes to assure proper breaking in for efficient performance.
Quality Inspection








Delivery Time
Once order is places, the production cycle starts from Material Procurement – Blade Rolling – Cut to size & profiling – coating copper bar – attaching header bar – to final Packing. With each stage of manufacturing process controlled by a strict quality system, anodes are produced efficiently and consistently within estimated time.
Execution
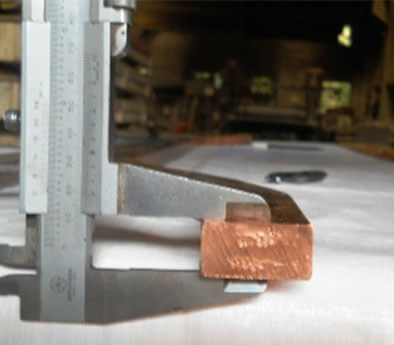
In Electrowinning plants, typically the anodes required have blades from 6 to 9 mm thick. The varied designs range from straight copper bars to bend shape copper bar. The anodes have shown loss of thickness below 0.2 mm per year. Moreover, their flatness, dimension stability, current distribution and efficiency have remained excellent over years, achieving a life expectancy record for EW plants.

Recycalibility
HMS Metal provides a recycling service to all customers whose anodes can be re-melted, analyzed, alloyed and upgraded as necessary and used to extrude new anodes. The customer receives their own material in the form of reworked anodes at a considerable cost savings.
MANUFACTURING PROCESS
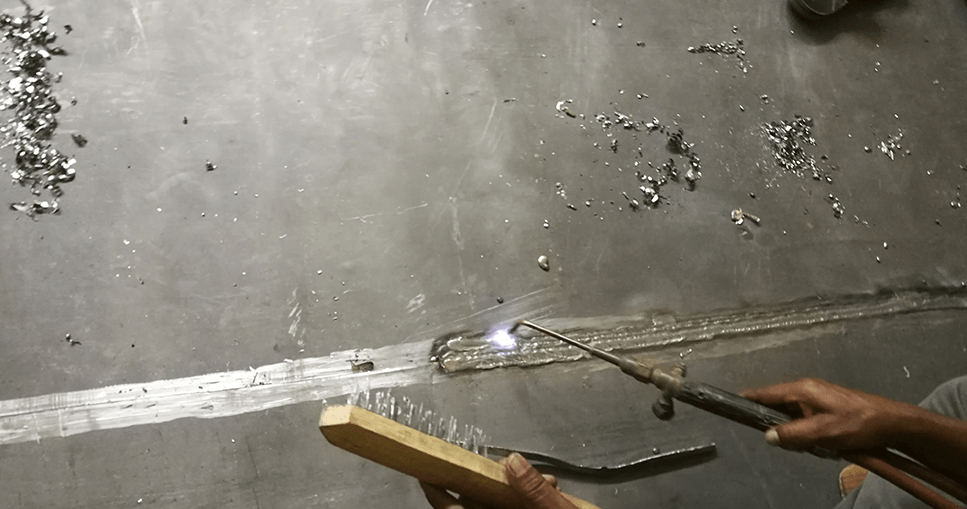
Due to imperfections caused in the casting of anodes and in particular calcium lead anodes, HMS Metal fabricated anode with the rolled blade welded to the cast lead clad copper hanger bar section. The rolling of the blade eliminates any voids and imperfections in the casting of the anode and does improve the grain structure of the lead blade which in itself creates better corrosion resistance. The correct joining of the blade to the cast header bar section is critical.
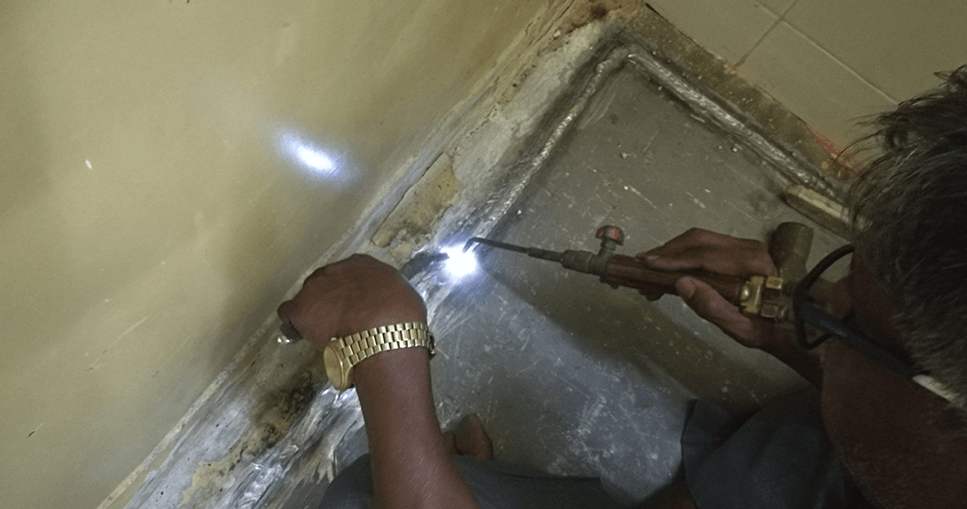
The anode is welded to the cast section by highly skilled chemical lead burners(welders) ensuring the maximum strength, conductivity and corrosion resistance of the weld. Welding of calcium lead to calcium lead is extremely difficult and not recommended. For this reason, the header bar section uses an antimonial lead alloy. The weld is located as close as possible to the hanger bar section to avoid corrosion of the weld.

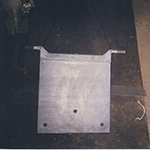
Anode Plate

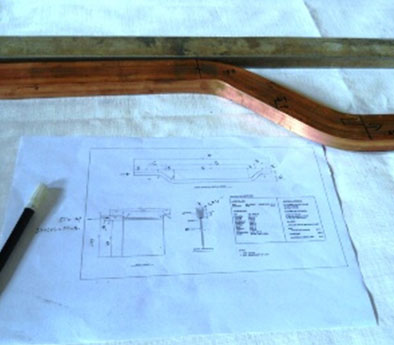
Copper Bent
Coating Of Bar In Antimonial Lead

Lead Welding The Plate To The Bar